Präzises Laserschneiden von 3D-Bauteilen
Mit der 3D-Laserschneidtechnology bearbeiten Sie verschiedene Kunststoff schnell und berührungslos. Das verschleißfreie Verfahren von Jenoptik garantiert niedrige Wartungskosten.
Die Experten von Jenoptik helfen Ihnen dabei, die passende Lösung der Lasermaterialbearbeitungen für Ihre Applikationen in der Produktion zu finden. So bearbeiten Sie verschiedene Materialien, wie Kunststoffe, Textilien und Leder, effizient und kostengünstig. Dafür verwenden Sie Laserquellen wie Dioden-, Festkörper- und Faserlaser sowie auf den jeweiligen Prozess angepasste Lasermaschinen. Diese eignen sich für unterschiedliche Branchen – von der Automobilindustrie bis zur Wissenschaft.
Laserschneidanlage JENOPTIK-VOTAN® BIM: Clean-Cut Demonstration
In unserem Kunden-Applikations-Zentrum haben Sie zusätzlich die Möglichkeit, alle unsere Serienanlagen gezielt zu nutzen – und zwar an Ihren eigenen Produkten und unter realen Bedingungen. Sie wählen zwischen 15 verschiedenen Lasersystemen und -maschinen. Dabei werden Sie von hoch qualifizierten Ingenieuren unterstützt und beraten. Die Applikations-Zentren bieten Ihnen die Chance, Ihre Produktionsprozessenachhaltig weiterzuentwickeln. Ihr Feedback hilft uns zusätzlich, unsere eigenen Produkte stetig zu verbessern.
Mit der Lasertechnik von Jenoptik können Sie Metalle und Kunststoffe laserschneiden - effizient, materialschonend und extrem flexibel. Sie erzielen optimale Schnittergebnisse. Bei dem Verfahren stimmen Sie den Energieeintrag exakt auf den jeweiligen Bearbeitungsprozess ab. So vermeiden Sie, dass sich das Material verformt oder überhitzt. Dadurch sparen Sie Energie und Kosten.
Laserschneidanlage JENOPTIK-VOTAN® BIM: hochpräzises 3D-Schneiden

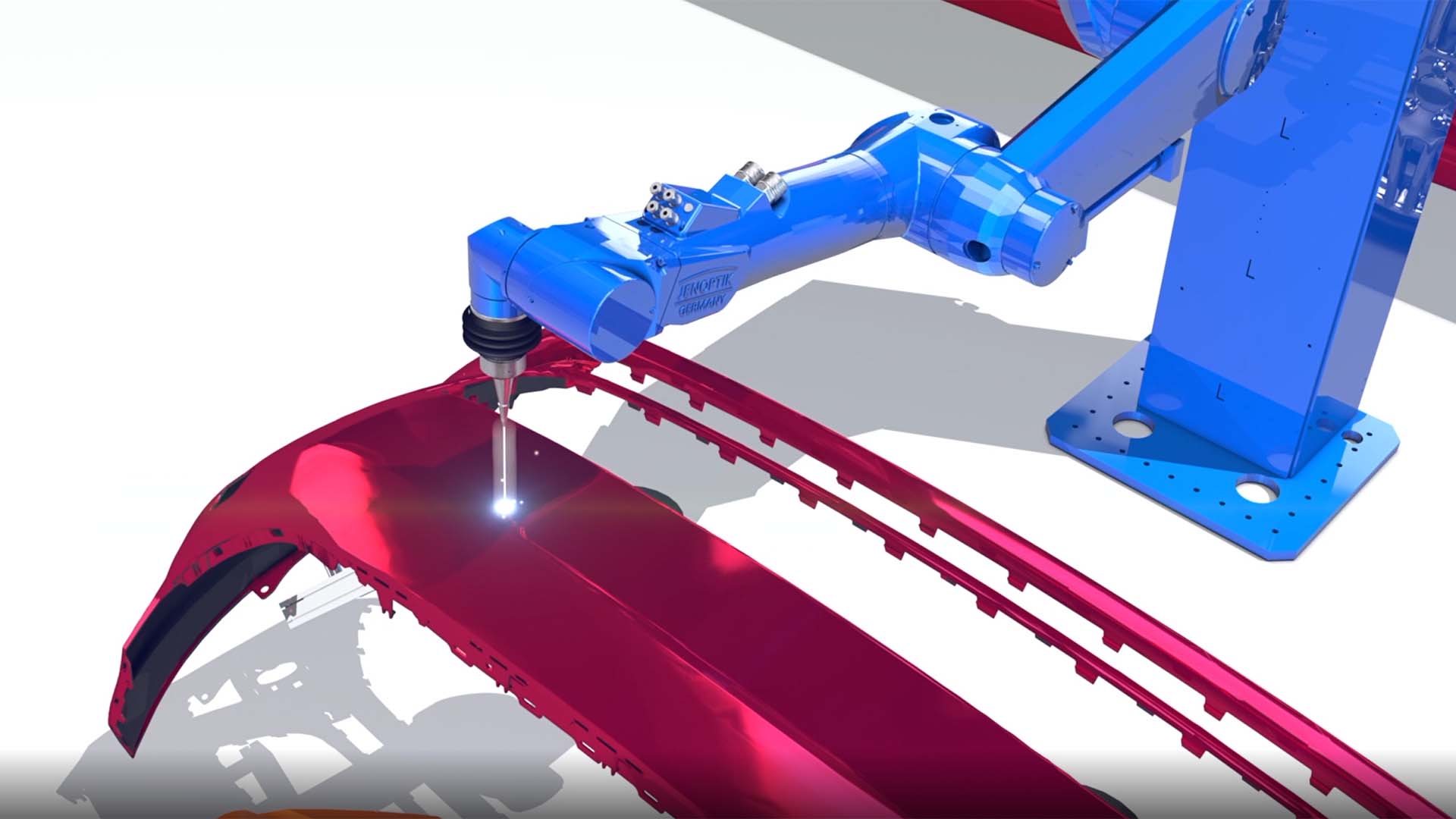
Mit der Laserschneidanlage aus dem Hause Jenoptik bearbeiten Sie 3D-Bauteile exakt nach Ihren Vorgaben und in maximaler Geschwindigkeit. Die Laserschneidanlage JENOPTIK-VOTAN® BIM eignet sich hervorragend zum 3D-Laserschneiden von Metall und Kunststoff. Die innovative Robotertechnologie bearbeitet komplexe Bauteile schnell, konturgenau und effektiv. Sie setzt vor allem in der Metallindustrie neue Maßstäbe.
Unser Spiegelsystem im Inneren des Leichtbau-Roboters leitet das Licht zum Schneidkopf. Die einzelnen Spiegel werden aktiv gekühlt und führen den Strahl zielgenau durch alle Achsen. Ein bewegtes Lichtleitkabel ist unnötig. Das macht die Laserschneidanlage sehr schlank und leicht. Der Schneidekopf hat viel Platz und ist dadurch sehr beweglich. So erreichen Sie auch schwer zugängliche Stellen.
Die Laserschneidanalage ist ein optimales Werkzeug für die Bearbeitung von 3D-Bauteilen. Die Konturen werden, trotz extrem niedriger Taktzeiten, außergewöhnlich genau ausgeschnitten. Die hohe Schnitt- und Zustellgeschwindigkeit beschleunigt den Prozess auf ein Maximum. Das System ist dynamisch und stellt sich optimal auf das Bauteil ein.
Durch den modularen Aufbau der Kernkomponenten integrieren Sie die Laserschneidanlage JENOPTIK-VOTAN® BIM problemlos in Ihr System. Das kompakte Systemdesign hält sowohl die Kosten für die Inbetriebnahme als auch für den Service gering. Sie erhalten eine zuverlässige Laserschneidanlage, die bereits in mehr als 200 Betrieben der Automobilfertigung überzeugt. Gerne entwickeln wir in unserem bestens ausgestatteten Applikationszentrum eine spezielle Apparatur für Sie.
JENOPTIK - VOTAN® BIM

Das Konzept der JENOPTIK - VOTAN® BIM-Serie basiert auf einer Strahlführung im Inneren des Roboters. Es können verschiedene Laserquellen mit einer Leistung von bis zu 1,5 kW eingesetzt werden, ohne dass eine aufwändige externe Strahlführung erforderlich ist. Mehrere Laserschneidroboter können in eine einzige Maschine integriert werden, um durch parallele Materialbearbeitung bei deutlich reduzierter Stellfläche eine höhere Leistung zu erzielen. Darüber hinaus sind unsere roboterbasierten Maschinen die ersten, die eine komplette Linienintegration des Laserschneidprozesses ermöglichen.
Schlüsselfertiges System
Die JENOPTIK - VOTAN® BIM ist ein hochflexibles Plug & Play-System. Es kann mit dem passenden Laser für Ihre spezifische Kunststoff- oder Metallanwendung ausgestattet werden. Optional bieten wir integrierte Lösungen für die Abfallentsorgung und Abluftreinigung an. Zur Erhöhung des Arbeitsumfangs und der Produktivität können zwei Robotermodule in einer Standard-Maschinenaufstellung bei nahezu gleicher Grundfläche platziert werden.
Maßgeschneiderte Lösungen auf der Basis von BIM-Modulen
Der modulare Aufbau der JENOPTIK - VOTAN® BIM ermöglicht maßgeschneiderte Laserbearbeitungssysteme für das Laserschneiden auf höherem Automatisierungsniveau. Durch die Anordnung mehrerer Robotersysteme und Mehrzweckvorrichtungen innerhalb einer einzigen Zelle kann die Produktivität pro Stellfläche drastisch gesteigert werden. Das Ziel der JENOPTIK - VOTAN® BIM ist es, unsere Kunden auf dem Weg zu einer voll integrierten und automatisierten Laserschneidanlage zu begleiten.
Automatisierte Linien für die Karosseriemontage
Über das Laserschneiden hinaus profitieren Sie von unserem erweiterten Know-how im Bereich der kundenspezifischen Automatisierung mit maßgeschneiderten robotergestützten Lösungen für Materialbearbeitungsaufgaben wie Schweißen, Falzen, Kleben, Nieten und anderen Verbindungstechnologien.
Ein klarer Fokus auf voll linienintegrierte Systeme, maximaler Durchsatz gepaart mit höchster Flexibilität ist unser treibender Faktor für Ihr nächstes Projekt.
Download
Vorteile der Laserschneidanlage
- Überdurchschnittlich schnell: Der Laser bearbeitet das 3D-Bauteil in maximaler Geschwindigkeit.
- Präzise: Die Laserschneidanlage arbeitet konturgenau und garantiert höchste Zugänglichkeit zum Werkstück.
- Leistungsfähig: Laserleistung bis zu 1,5 kW möglich.
- Energieeffizient: Basierend auf unserer zuverlässigen Faserlasertechnologie bzw. CO2-Lasertechnik.
- Kostengünstig: Niedrige Betriebskosten und geringer Serviceaufwand.
- Zuverlässig: Im Bereich der Automobilfertigung sind mehr als 200 Laserbearbeitungsanlagen erfolgreich im Einsatz.
Anwendungen
- Automobilindustrie: 3D-Laserbearbeitung von Kunststoff- und Metallbauteilen.
- Haushaltstechnik: Laserschneiden von Gehäusen und Kunststoffbauteilen.







